




Közbenső görgős csapágyak a forró marógépen
GW precíziós közbenső gördülőcsapágy éke Előnyök:
nagy pontosságú intelligens CNC gyártóberendezések, csúcstechnológiás személyzet, kiforrott feldolgozórendszer, szigorú minőség-ellenőrzési folyamat, kiváló termelésirányítási folyamat a kiváló minőségű termékek garanciája.
A közbenső gördülőcsapágyazású termékek minőségének jobb biztosítása érdekében a rendszeres méretellenőrzésen túlmenően a cég vásárolt egy nagy pontosságú mobilhíd típusú, háromállású szabványos mérőgépet, amelynek detektálási pontossága 2 mikronos szintig terjed, hogy biztosítsa a különböző alkatrészméretek és viselkedési tűrésvizsgálatok abszolút ellenőrzési alapját.
- Guangwei Precision
- Luoyang, Kína
- Szerződéses kikötés
- Az acélorsó éves kapacitása 4000 darab
- információ
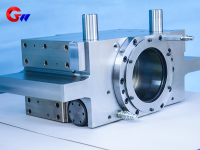
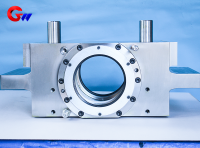
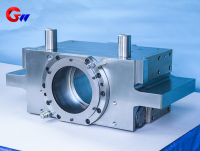
Közbenső görgős csapágyak a forró marógépen
A meleghengerműben lévő közbenső görgős csapágyék a meleghengerlési gyártósor kulcsfontosságú eleme, főként a közbenső henger támogatására és rögzítésére szolgál, ellenáll a hatalmas gördülőerőnek, ütési erőnek és magas hőmérsékletű környezetnek.
Alkalmazási forgatókönyveiközbenső görgőscsapágyülésmeleghengerműben
munkakörnyezet
Magas hőmérséklet: A meleghengerlési folyamat során a hengermű hőmérséklete elérheti a 800 ℃-ot, és a csapágyülésnek ellenállnia kell a sugárzási hőnek és a vezetési hőnek.
Nagy terhelés: képes ellenállni a gördülési erőknek (akár több ezer tonna) és a gyakori ütközési terheléseknek.
Poros/nedves: A gördülő hűtővíz és a vas-oxid vízkő hajlamos az invázióra, ami nagy tömítést és korrózióállóságot igényel.
Funkcionális követelmények
Pontos pozicionálás: Biztosítsa a hengermű hengereinek párhuzamosságát és hengerlési pontosságát.
Kopás- és fáradtságálló: meghosszabbítja az élettartamot és csökkenti az állásidőt.
Kenési garancia: A súrlódás és a kopás csökkentése érdekében nagynyomású kenőrendszerre (például olajlevegős kenésre) van szükség.
A közbenső görgőscsapágyülés hőkezelési folyamata meleghengerműben
A hőkezelés kulcsfontosságú lépés a mechanikai teljesítmény javításábanközbenső görgőcsapágyülések, általában a következő lépésekkel:
Előkezelés (normalizálás vagy hőkezelés)
Szüntesse meg a kovácsolt vagy öntvény belső feszültségét, finomítsa a szemcseméretet, és készítse elő a későbbi feldolgozásra.
Edzés + temperálás (edzés és temperálás)
Kioltás: Felmelegítés kritikus hőmérsékletre (például 850-900 ℃), majd gyors hűtés (víz- vagy olajhűtés), hogy nagy keménységű martenzites szerkezetet kapjunk.
Edzés: A közepes hőmérsékletű temperálást (400-600 ℃) a keménység és a szívósság egyensúlyára használják, elkerülve a törékeny törést.
Felületerősítés (opcionális)
Indukciós edzés: A csapágy érintkezési felületének helyi edzése a kopásállóság javítása érdekében.
Karburálás/nitridálás: erősen ötvözött acélokhoz alkalmas, javítja a felületi keménységet és a fáradtságállóságot.
Stresszoldó lágyítás
A precíziós megmunkálás után alacsony hőmérsékletű izzítást (200-300 ℃) végeznek a megmunkálási feszültség kiküszöbölése érdekében.
GW Precíziós gyártás mindenféle köztes gördülőcsapágy ék és egyéb malom precíziós alkatrész.
GW pontosságközbenső görgőscsapágyülés előnyök:
nagy pontosságú intelligens CNC gyártóberendezések, csúcstechnológiás személyzet, kiforrott feldolgozórendszer, szigorú minőség-ellenőrzési folyamat, kiváló termelésirányítási folyamat a kiváló minőségű termékek garanciája.





