




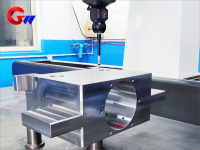
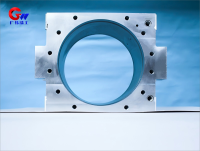
Csapágyülés a meleghengermű átviteli oldali munkahengeréhez
A munkahenger csapágyülése a GW precizitás egyik kulcsfontosságú terméke.
Sorolja fel a munkahenger csapágyfészkének alapvető funkcióit és működési követelményeit a meleghengermű átviteli oldalán a következők szerint:
Alapfunkciók
Nyomatékátvitel: felelős a nyomaték átviteléért a fő átviteli rendszertől a munkahengerig (a csúcsnyomaték elérheti az 500 kN · m-t)
Dinamikus terheléstartó: képes ellenállni a gördülési erőnek (2000-6000 kN az egyik oldalon) és a váltakozó ütközési terhelésnek
Pontosság fenntartása: Győződjön meg arról, hogy a munkahenger sugárirányú kifutása ≤ 0,04 mm (a szalagacél esetében ± 0,15%-os vastagságtűrést garantál)
Alkalmazkodni a munkakörülményekhez
Hőmérséklet tartomány: Csapágyhelyzet üzemi hőmérséklet 80-120 ℃ (pillanatnyi csúcs 180 ℃)
Gördülési sebesség: ≤ 15 m/s (akár 20 m/s olajfilmes csapágyakkal párosítva)
Hengercsere gyakorisága: ≥ 1 alkalom/műszak (gyors szétszerelést és tervezést igényel)
- GW Precision
- Luoyang, Kína
- Szerződéses kikötés
- Éves kapacitása 500 darab
- információ
Csapágyülés a meleghengermű átviteli oldali munkahengeréhez
Anyag- és gyártási szabványok a munkahenger csapágyfészkéhez a meleghengermű átviteli oldalán
Fő anyag
Márka: ZG35CrNiMoV (speciális öntött acél)
Összetevők optimalizálása:
|Elemek | C 0,33-0,37 | Cr 1,0-1,3 | Ez 1,2-1,6 | H 0,3-0,5 | V 0,15-0,25|
A teljesítmény előnyei:
Magas hőmérsékleti szilárdság (σ ₀. ₂ ≥ 650 MPa 300 ℃-on)
Fáradási élettartam (Nf ≥ 2 × 10⁶-szer Δσ=400 MPa mellett)
Kulcsfontosságú alkotóelemek
Az alkotóelemek felületi keménysége hőkezelés után
A munkahenger test csapágyülése ZG35CrNiMoV edzett és edzett+öregített HB 300-330
Nyomatékátvivő kulcshorony 42CrMoA nitridáló kezelés HV 800-900
Zárt végzáró duplex rozsdamentes acél 2205 oldattal kezelt HRC 28-32
A munkahenger csapágyfészkének hőkezelése és felületkezelése a meleghengermű átviteli oldalán
Hőkezelési folyamat
A [Elektromos ívkemencés olvasztás] -->B [Argonvédelem öntés]
B -->C [880 ℃ × 6 óra normalizálás]
C -->D [850 ℃ olajhűtés + 620 ℃ temperálás]
D -->E [-80 ℃ × 4 órás kriogén kezelés]
felület megerősítése
Csapágyfurat hiperszonikus lángszóró (HVOF) WC-12Co bevonat (vastagság 150-200 μm, HV ≥ 1300)
A tömítőfelület lézeres kioltása (keményedési réteg mélysége 1,2-1,5 mm, HRC ≥ 52)

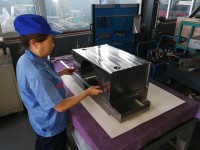
1, függőleges megmunkáló központ: A nézet szerint 5 mm-es marási mélység a pozitív szalag megtalálásához (minden oldalon 1,5-2 mm-nek van hely); tisztítsa meg és távolítsa el a sorja éles szélét ellenőrzés céljából. (első darab az ellenőrzéshez)
2, vízszintes fúrógép:Azt találtuk, hogy a normál öv minden felületéhez 1,5-2 mm-es margó van fenntartva, és a nézetben a horony margója 1,5-2 mm; a lyuk margója a lyukban 3-4 mm; az egyes lyukak hossza 2-3 mm; az átlátszó él pedig a sorja éles élének eltávolítására szolgál ellenőrzés céljából. (Első darab az ellenőrzéshez)
3, függőleges megmunkáló központ: Végezze el a marást a (tűrés nélküli illeszkedési felület) követelményeknek megfelelően, a marási hossz az 5 mm-es jobb élmélység megtalálásához; a követelményeknek megfelelő fúrás, a maradék mennyiség mindkét oldalán 1 ≤ 1,5 mm; minden furathossz megfeleljen a követelményeknek, és mutasson a lyuk középső furatának két végére; a csapágyülés mérettűrésének és alak- és helyzettűrésének biztosítására.
4. Padmunka:Mindegyik menet alsó furatának pozicionálása a munkahenger csapágyülésének követelményei szerint.
5. Padmunka:Egyéb olajlyuk- és csavarlyukfúrási menetfúrás; Ellenőrzés céljából tisztítsa meg és távolítsa el a sorja éles széleit. (első darab csapágyülés az ellenőrzéshez)
6. Végső ellenőrzés: A sorja éles széleit tisztítással távolítsa el, és küldje el vizsgálatra, és adjon ki vizsgálati listát a csapágyüléshez.

A munkahenger csapágyfészkének vizsgálati és vizsgálati előírásai a meleghengermű erőátviteli oldalán
anyagvizsgálat
Összetételelemzés: ICP spektrométer (elemeltérés ≤± 0,01%)
Roncsolásmentes vizsgálat:
Ultrahangos vizsgálat (EN 12680-3, 1. osztály)
Mágneses részecskevizsgálat (ASTM E709, repedésérzékelés ≤ 0,1 mm)
teljesítményteszt
Tesztprojekt szabványos módszer minősítési mutatói
Statikus terhelési vizsgálat ISO 19973-1 1,8-szoros névleges terhelés deformáció nélkül
Dinamikus kifáradási teszt DIN 50100 10 ⁷ ciklus repedés nélkül
Tömítési teljesítményteszt ISO 5208 A osztály 0,6 MPa nyomástartás szivárgás nélkül
dinamikus észlelés
Dinamikus egyensúlyi szint: G0.4 szint (ISO 1940-1)
Rezgés intenzitása: ≤ 2,5 mm/s(GB/T 29531)
GYIK
1. Meg tudod csinálni ezt? Csapágyülés a munkahengerhez Termék A Megrendelő Igényének megfelelően?
V: Igen, követhetjük az Ön egyedi követelményeit.
2. Meglátogathatom a gyárát, mielőtt megrendelnénk ?
V: Igen, üdvözöljük gyárunkban kirándulásra.
3. Hol van a legközelebbi kikötő cégedhez?
V: Sanghaj kikötője a legközelebbi.
4. Választhatunk-e különböző anyagokat a munkahenger csapágyüléséhez?
V: Igen, az Ön igényeitől függően választható.
5. Mennyi ideig tart, és mennyi ideig szállítják el nekem a csapágyülést a munkahengerhez?
V: Általában másfél-két hónapig tart a tengeren. Ez a rendelés mennyiségétől függ.
6. Mi a csomag borítója?
V: Fadobozt használunk az exportáláshoz.





