







Testreszabott 35CrMoV acéltekercs hideghengergéphez
A 35CrMoV egy nagy szilárdságú és nagy szívósságú ötvözött szerkezeti acél, amely kiváló átfogó mechanikai tulajdonságokkal rendelkezik az edzés és a megeresztés utáni hőkezelés után. Széles körben használják a nagy terhelésű és nagy pontosságú hideghengerművekben az acélorsóhoz.
- GW Precision
- Luoyang, Kína
- Szerződéses kikötés
- Az acélorsó éves kapacitása 4000 darab
- információ
Testreszabott 35CrMoV acéltekercs hideghengergéphez
acél spol anyag | specifikáció |
35CrMoV | 665*605*2000 |
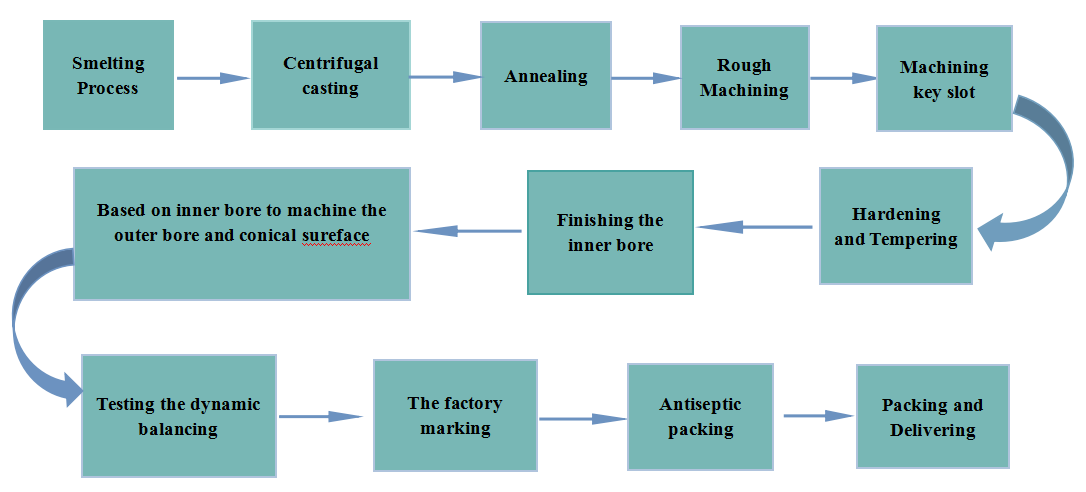
Testreszabott 35CrMoV acélorsó gyártási és gyártási paraméterei hideghengerműhöz

GW precíziós 35CrMoV acél orsó Főbb jellemzők:
A Cr-Mo-V kombináció nagy edzhetőséget, fáradásállóságot és magas hőmérsékleti szilárdságot biztosít.
Az alacsony S/P tartalom csökkenti a termikus ridegséget és javítja az ütésállóságot.
A 35CrMoV mechanikai tulajdonságai (hűtött és temperált: oltás+magas hőmérsékletű temperálás)
A teljesítménymutatók tipikus értékvizsgálati szabványai
Szakítószilárdság (s ₆) 900-1100 MPa GB/T 228.1 (ISO 6892)
Hozamerő (σ ₀)₂) 750–950 MPa
Megnyúlás mértéke (d)≥12% 5d mérőhosszúsággal (ahol d a minta átmérője)
Ütésenergia (IE)≥50 J (szobahőmérsékleten) GB/T 229 (ISO 148)
Keménység HRC 28-35 (edzett és temperált állapot) GB/T 230.1
Szekciós zsugorodási sebesség (ψ)≥45%
Főbb jellemzők kiegészítése:
A hőkezelési folyamat:
Oltás: Olajhűtés 850-880 fokon°C, hogy martenzites szerkezetet kapjunk.
Temperálás: 550-650°C, állítsa be a hőmérsékletet a szilárdsági követelményeknek megfelelően (hőmérséklet↑ →erő↓, szívósság↑).
Magas hőmérsékletű teljesítmény:
Tartsa stabil szilárdságát 400 alatt°C és 500-at is kibír°C rövid távon (a molibdén fokozza a kúszási ellenállást).
Fáradási határ:
Körülbelül 450-500 MPa (10 ciklus, sima minta), alkalmas dinamikus terhelésű alkatrészekhez.
Egyedi acélorsó mechanikai feldolgozási paraméterei
Paraméterkövetelmények
Belső furatátmérő IT6 fokozat (H6), Ra ≤ 0,8 μm
Külső átmérő IT7 fokozat (h7), Ra ≤ 1,6 μm
Hengeresség ≤ 0,01 mm/100 mm
Koaxialitás ≤ 0,02 mm (csapágy illeszkedő felület)
Főbb feldolgozási technikák:
Precíziós fúrás/hónozás: Biztosítsa a belső furat pontosságát.
Köszörülés: Feldolgozás külső hengeres csiszolóval a termikus deformáció elkerülése érdekében.
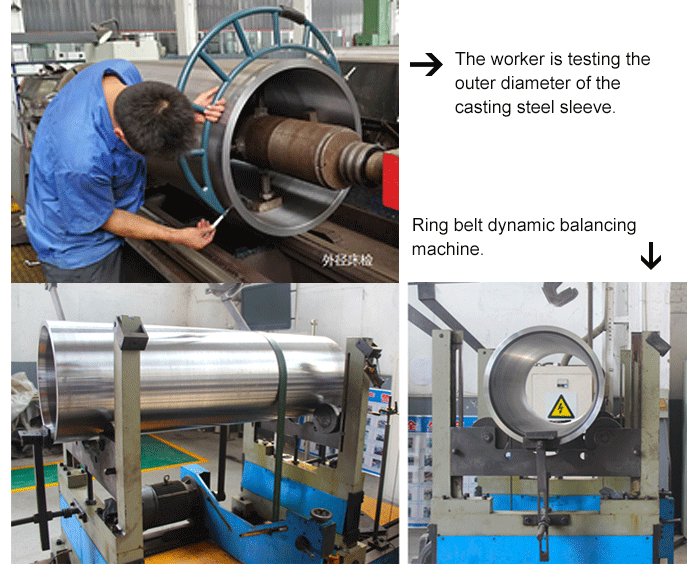
Dinamikus egyensúly (nagy sebességű forgás): maradék kiegyensúlyozatlanság ≤ G2,5 szint (ISO1940).
Ami az ellenőrzést illeti, az ügyfelek előnyeinek védelme és a jobb minőség biztosítása érdekében35CrMoV acél orsó termékek, a hagyományos méretellenőrzés mellett hőkezelést követően különféle mechanikai tulajdonságokra vonatkozó vizsgálatokat végeztünk. A gyűrűs szalagos dinamikus kiegyensúlyozó gép 100%-ban dinamikus kiegyensúlyozó teszttel végezhető.
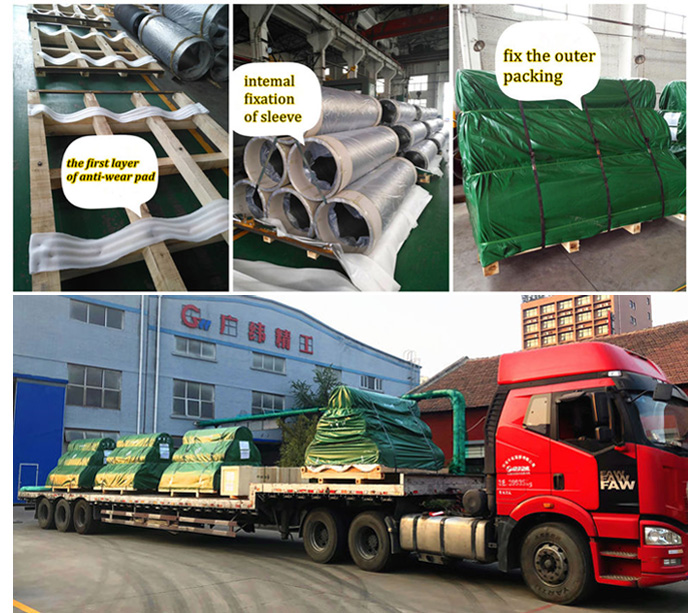
Csomagolás
Kiváló csomagolási csapatunk és kiforrott csomagolási technológiánk van.
A csomagolásnak biztosítania kell a 35CrMoV acélorsós termékek biztonságát, hogy azok tárolás, szállítás és értékesítés során ne vesszenek el vagy sérüljenek meg.
A csomagolás biztosítja a termék tisztaságát. Csomagolás előtt ellenőrizze a termék felületének tisztaságát.
35CrMoV acélorsós termékeink széles körben elismertek és megbízhatóak a felhasználók körében, és képesek megfelelni a folyamatosan változó gazdasági és társadalmi igényeknek.
Főbb szempontok az acélorsóval kapcsolatban hideghengerművekhez
Hegesztésjavítás: A 35CrMoV hegesztés előmelegítést (200-300 ℃) és hegesztés utáni feszültségmentesítő izzítást igényel.



