






Acélöntő orsó, amelyet rézfólia hengerműben használnak
******************************A GWspool előnye***********************************
1 、 Cégünk fejlett olvasztási és öntési technológiát alkalmaz, a berendezés pontos ellenőrzése biztosítja, hogy az öntőacél hüvely anyagának kémiai összetétele megbízható és pontos, és ugyanazokkal a jellemzőkkel rendelkezik.
2、 A centrifugális öntést alkalmazzák annak biztosítására, hogy az öntőacél hüvely belső és külső felülete mentes legyen az olyan hibáktól, mint a repedések, salakzáródás, pórusok és homoklyukak.
3. Használjon érett hőkezelési technológiát az acélhüvely mechanikai tulajdonságainak biztosítása érdekében.
Az acélhüvely hőkezelésének leírása:
Szigorúan hőkezelést fogunk végezni az öntött acélorsóknál, amelyeknek specifikus igényük van a mechanikai tulajdonságokra, valamint a mechanikai tulajdonságok megfelelő tesztelésére, és gondoskodunk arról, hogy minden termék a legjobb állapotot és az ügyfelek jó eredményét érje el.
Saját magunk által felkutatott és továbbfejlesztett önálló, dedikált készülék-lyukfúró gépünket használtuk, amely nemzeti szabadalommal is rendelkezik. A gép jó merevséggel van ellátva, nincs visszatérő bilincs és gép, valamint nagy pontosságú a megmunkálás feldolgozása.
Folyamatos fejlesztéssel cégünk integrált megmunkálástechnikai rendszert alakított ki a hüvely koncentrikusságának, hengerességének, szimmetriafokának és dinamikus egyensúlyának biztosítására.
A fajlagos pontossági tűrés és a geometriai pontossági tűrés szigorúan az ügyfelek igényei szerint történik.
- GW Precision
- Luoyang, Kína
- Szerződéses kikötés
- Az acélorsó éves kapacitása 4000 darab
- információ
Acélöntő orsó, amelyet rézfólia hengerműben használnak
| Öntőacél orsó | Anyag | Specifikáció |
| Rézfólia hengerműben használják | 35CrMoV | 565*505*1600 |
| 35CrMoV | 665*605*2000 |

Az öntőacél orsó mechanikai tulajdonságai (edzett+edzett).
A Cr-Mo-V ötvözet jellemző tulajdonságai hőkezelés után a következők:
A teljesítménymutatók jellemző vizsgálati feltételei
Keménység HRC 48-52 szobahőmérsékleten, Rockwell keménység (ASTM E18)
Szakítószilárdság (σ ₆) 1500-1800 MPa szakítószilárdság szobahőmérsékleten (ASTM E8)
Folyási szilárdság (σ ₀) ₂) 1200–1400 MPa
Megnyúlás (δ) 10-15% mérőhossz 50mm
Ütőszilárdság 20-40 J/cm² Charpy bevágásos ütési próba
Vörös keménység: Keménység ≥ HRC 38 600 °C-on, 1 órás magas hőmérsékleten tartás után tesztelve
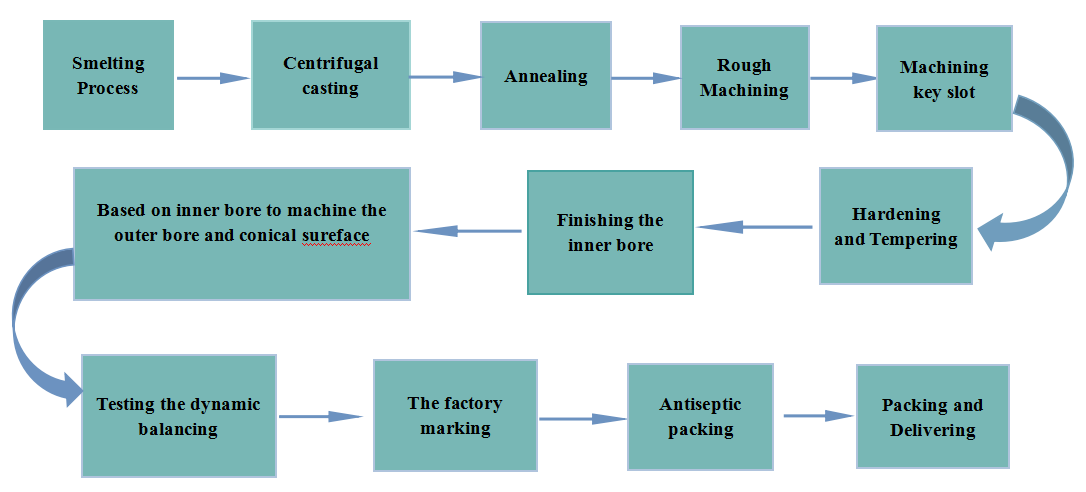
Öntőacél orsó gyártási folyamata
Saját magunk által kutatott és kifejlesztett független, dedikált készülék-lyukfúró gépünket használtuk, amely nemzeti szabadalmat is kapott. A gép jó merevséggel van ellátva, nincs visszatérő bilincs és gép, valamint nagy pontosságú a megmunkálás feldolgozása. Folyamatos fejlesztéssel cégünk integrált megmunkálástechnikai rendszert alakított ki az öntőacél orsó koncentrikusságának, hengerességének, szimmetriafokának és dinamikus egyensúlyának biztosítására. A fajlagos pontossági tűrés és a geometriai pontossági tűrés szigorúan az ügyfelek igényei szerint történik.
Az öntőacél orsók munkadarabjának feldolgozása a cégünk által kifejlesztett lyukfúrógépen történik. A fúrógépben a perselydarabot a nyílás elülső és hátsó végén is koncentrikusra lehet állítani, hogy egyenletes vágást érjünk el és javítsuk a megmunkálási pontosságot. A vágási folyamat során a munkadarabot forgás nélkül rögzítik, és a szerszám tengelyének forgása a belső lyuk vágásához elkerüli a kúpos vagy más formák hibáját. A forgácsolás sima eltávolítása a vágási folyamat során lehetővé teszi a felület simaságának javítását, és nem könnyű megkarcolni a megmunkált felületet.
A lyukfúrás feldolgozása után az öntőacél orsót a dupla önközpontosító nc szerszámgép során, duplán dolgozzák fel (ezt a szerszámgépet a nagy pontosságú, nagyméretű dupla önközpontosító nc szerszámgépek kutatásában szerzett sokéves tapasztalat után fejlesztették ki). A hüvely mindkét végén találhatóak a hidraulikus támasztótokmányok, amelyek gyorsan elhelyezkednek a belső furat mindkét végén, és biztosítják, hogy a belső furat mindkét végén a koncentrikusság a megengedett tűréshatáron belül legyen; A szerszámgép megkezdi a külső kör feldolgozását, és biztosítja, hogy a belső és a külső kör koncentrikussága a megengedett tűréstartományon belül legyen. A belső furatok kúpos körei mindkét végén szintén koncentrikusak a megengedett tűréshatáron belül.

Dinamikus kiegyensúlyozási teszt orsók dobásához
Az ellenőrzést illetően az ügyfelek előnyeinek védelme és az öntőacél orsós termékek jobb minőségének biztosítása érdekében a hagyományos méretvizsgálaton kívül különféle vizsgálatokat végeztünk a hőkezelés utáni mechanikai tulajdonságokra vonatkozóan. A gyűrűs szalagos dinamikus kiegyensúlyozó gép 100%-ban dinamikus kiegyensúlyozó tesztet végezhet.



